 Главная
Главная
Гнутые трубы востребованы во многих отраслях промышленности. Их применение приводит к сокращению количества сварочных швов и резьбовых соединений, а значит, минимизирует риск протечек и нарушений герметичности систем. Широкое применение промышленной технологии гибки труб на заказ обуславливается тем, что снижается материалоемкость дорогого сырья, упрощаются трудозатраты на производство, исключается отрицательное механическое или тепловое воздействие на структуру стенок, улучшаются гидроаэродинамические параметры деталей, гарантируется более привлекательный и эстетичный внешний вид.
Технологический процесс осуществляется с применением специальных станков, позволяющих достичь точных углов и плавных поворотов, с минимальным риском деформаций и производственного брака. При этом за счет отсутствия сварочных швов гибкие трубы более прочны, лучше выдерживают высокое рабочее давление среды, сокращается риск прорывов и протечек. Выбор конкретной технологии гибки труб https://souz-metall.ru/uslugi/gibka_trub зависит от материала их изготовления, толщины стенок, необходимого угла гиба, диаметра изделий.
Возможно изготовление как штучной, так и серийной продукции любыми объемами партий. Отличным решением является горячая гибка труб с предварительным нагревом до 900 градусов, с внутренним наполнением, позволяющим сохранить необходимое сечение изделия. Не менее востребована холодная гибка труб, наиболее оправданная для производства деталей из алюминия, меди и других цветных металлов. Чтобы контролировать деформацию заготовки, при сгибании тонкостенных изделий, когда внешние стенки утончаются, в то время как внутренние неизбежно утолщаются, в будущее изделие помещается механический стабилизатор – дорн.
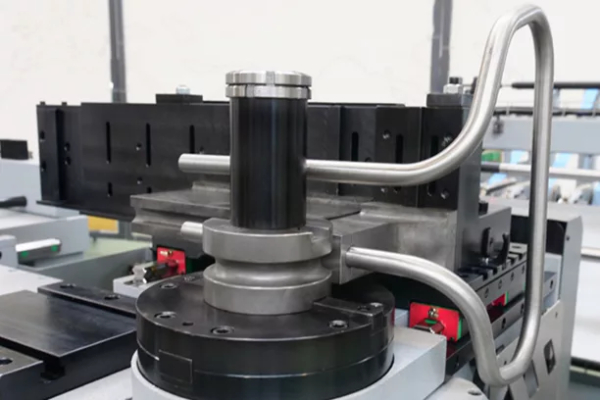
Популярным методом гибки труб является намотка – метод, подходящий для тонкостенных заготовок, позволяющий выполнять сложную гибку 3D. Технология подходит для получения любых форм и радиусов, в том числе больших, с практически нулевым риском получения брака. Предотвращается возникновение таких характерных для арбалетной гибки дефектов, как гофра по внутренней стороне сгиба и овал по внешней. Способ оптимален для больших партий идентичных изделий, за счет повторяемости геометрии изгиба. Гибка труб намоткой подходит для стали, нержавейки, алюминия. Станок обеспечивает равномерное усилие, исключая излом металла, который является основной причиной трещин и протечек.
Другой востребованной технологией гибки труб является обкатка, оптимальная для формирования деталей небольшого радиуса. Ее важным преимуществом является пригодность для обработки тонкостенных материалов. Для работы используются станки-трубогибы разных конфигураций, некоторые из которых позволяют выполнять сразу несколько разных вариантов сгибания заготовок, существенно снижая себестоимость производства изделий. А применение современных гибочных станков ЧПУ практически полностью автоматизирует процесс, представляя собой лучший выбор для выпуска больших партий продукции в сжатые сроки.
Преимуществом гибки труб вальцовкой является возможность выполнения изгиба по радиусу и с необходимым углом. Основная применяемость техпроцесса распространяется на изделия среднего и малого диаметра. В целом, независимо от выбранной технологии и вида станка (автомат, полуавтомат, намоточный, вальцовочный и другие) обращение к профессионалам гарантирует безупречное качество результата. Услуги гибки металла подходят как для опытных образцов и штучных деталей, так и для серийного производства.